
Конвейер ленточный роликовый открытого типа ЛК
Ленточный конвейер предназначен для транспортирования зерна и продуктов его переработки, маслосемян, гранул и других подобных по физическим свойствам материалов без тары в горизонтальном направлении и под углом до 13° к горизонту, без потери производительности.

Ленточный конвейер используется для перемещения зерна и продуктов его переработки на зерноперерабатывающих предприятиях: элеваторах, зерноочистительно-сушильных комплексах, крупозаводах, мельницах, комбикормовых заводах, а также для приготовления комбикормов.
Обозначение
Параметры изделия
| Наименование | Значение |
|---|---|
| Скорость движения ленты, м/с | 1,2-3,5 |
| Ширина ленты, мм | 500/650/800 |
| Производительность, т/ч | 80-450 |
| Натяжное устройство | Устройство натяжное вертикальное, винтовое и горизонтальное |
| Привод | Редуктор + электродвигатель + ременная передача |
| Напряжение, В | 380 |
| Мощность, кВт | 4-18 |
| Профиль сечения рабочей ветви | Желобчатый, угол 45° |
| Угол наклона конвейера по трассе | До 13° |
| Диаметр роликов, мм | 89/102 |
| Диаметр приводного барабана, мм | 444 |
| Диаметр натяжного барабана, мм | 444 |
| Длина конвейера, м, max | 100 |
Устройство и принцип действия
При включении привода, начинается вращение приводного барабана, который приводит в движение тяговую ленту. При помощи загрузочной воронки на ленточный конвейер поступает продукт. Далее он движется к приводному барабану. При огибании лентой приводного барабана под действием центробежных сил зерно сгружается с ленты через разгрузочную воронку приводной секции.
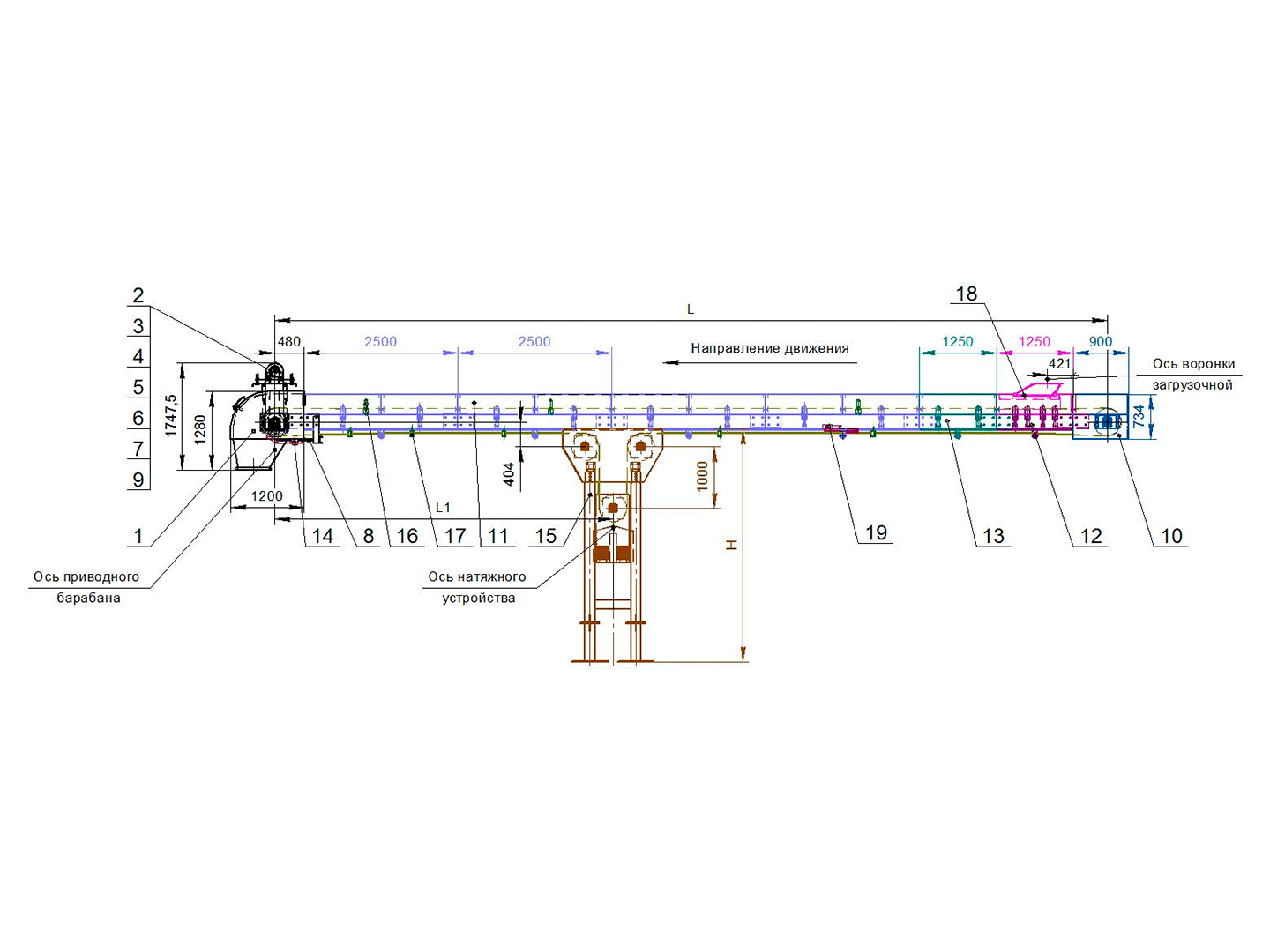
Приводная секция ленточного конвейера состоит из металлической рамы, разгрузочной воронки, приводного барабана. Приводной барабан футерован резиной с протектором. Конечная секция ленточного конвейера состоит из металлической рамы и барабана.
Промежуточная секция состоит из металлических оцинкованных стенок, соединённых между собой и роликоопор желобчатых верхних (рабочая ветвь) и нижних плоских (холостая ветвь), а также через каждые 10-15 м конвейера устанавливаются дефлекторные роликоопоры, которые служат для отцентровки ленты. Желобчатые верхние роликопоры состоят из трёх роликов одинакового диаметра, установленных в металлическую опору под углом 45°, что позволяет ленте принимать положение желоба. Их конструкция обеспечивает быстрое и удобное монтирование и обслуживание. Нижние плоские роликоопоры состоят из одного ролика и кронштейнов его крепления. Для предотвращения сбегания ленты каждые 15-20 м устанавливают дефлекторные роликоопоры.
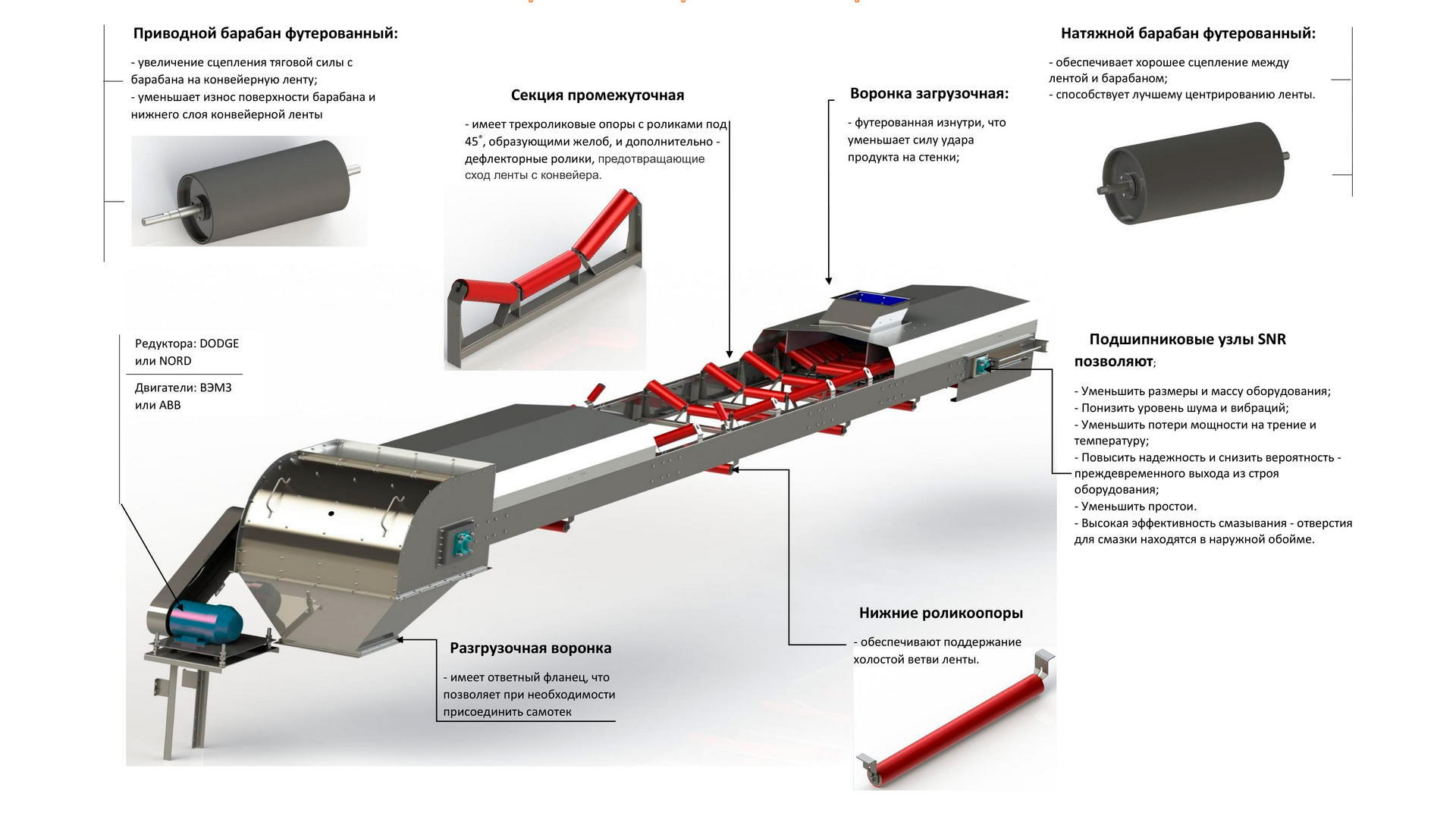
Загрузочная воронка ленточного конвейера имеет квадратное сечение и, оборудована пластиковой футеровкой, которая обеспечивает меньший износ стенок. Также в ней установлены так называемые юбки, которые предотвращают просыпание материала и удерживают загрузку по центру. Продукт должен загружаться в том же направлении, что и движение ленты, и материал должен двигаться в самотёках с такой же скоростью, что и лента.
Натяжное устройство винтовое ленточного конвейера обеспечивает необходимое для нормальной работы конвейера натяжение ленты. Секция состоит из металлического става, натяжного барабана, на концах вала которого установлены подшипники, и натяжных болтов. Применяется для конвейеров длиной не более 50 м и в местах, где другие виды натяжки невозможно использовать по техническим причинам.
Устройство грузовое вертикальное состоит из металлического става и 3-х барабанов, между которыми натягивается лента.
Для очистки рабочей поверхности ленты в голове устанавливают скребок для очистки ленты, а для очистки нерабочей поверхности ленты в хвосте конвейера устанавливают устройство очистное плужковое.

Грузонесущим и тяговым элементом ленточного конвейера является бесконечная вертикально замкнутая гибкая прорезиненная лента.
Для обеспечения нормальной работы оборудования, конвейер оснащён датчиками - схода ленты, подпора продукта и датчиком скорости.
Все секции должны быть выставлены ровно во всех плоскостях по лазерной линейке. Несоблюдение этого может привести к проблемам с лентой.